

Хонингование блока цилиндров является завершающей процедурой после капитального ремонта силового агрегата транспортного средства, а также выполняется на заводе производителя после выпуска цилиндров. Хонинговка блока цилиндров - это нанесение специальных насечек на рабочую поверхность блока цилиндров. Процедура обеспечивает мотору оптимальные условия смазки, поскольку именно в этих насечках задерживается масло. Поскольку в процессе эксплуатации мотора происходит износ такого покрытия, его необходимо наносить заново. Несвоевременно выполненная процедура приводит к неполадкам узла.
Обычные автовладельцы не обладают достаточной информацией о хонинговке двигателя, поэтому этим занимаются мастера автосервиса. Опыт и высокая квалификация специалистов дают возможность выполнить процедуру точно и качественно.
 Силовой агрегат автомобиля в процессе своей эксплуатации постоянно подвергается высоким нагрузкам. Естественный износ компонентов узла является обычным процессом, в результате которого мотор теряет эффективность и становится менее стабильным. Целостность цилиндропоршневой группы является одним из критериев нормальной работы мотора. Как только на поверхности цилиндров появляются задиры, царапины и прочие повреждения, узел начинает работать со сбоями. Решить проблемы могут расточка и хонингование блока цилиндров. Какая именно процедура необходима, смогут сказать мастера только после диагностики авто.
Силовой агрегат автомобиля в процессе своей эксплуатации постоянно подвергается высоким нагрузкам. Естественный износ компонентов узла является обычным процессом, в результате которого мотор теряет эффективность и становится менее стабильным. Целостность цилиндропоршневой группы является одним из критериев нормальной работы мотора. Как только на поверхности цилиндров появляются задиры, царапины и прочие повреждения, узел начинает работать со сбоями. Решить проблемы могут расточка и хонингование блока цилиндров. Какая именно процедура необходима, смогут сказать мастера только после диагностики авто.
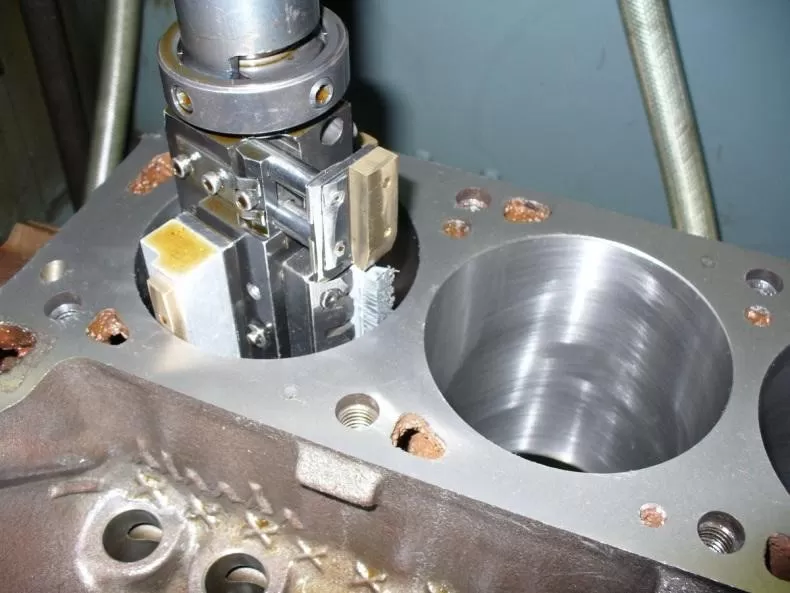
При выполнении капитального ремонта двигателя слесарь выполняет расточку блока до необходимого ремонтного размера, тем самым ликвидируя дефекты зеркала и устраняя имеющиеся повреждения. После этого поверхность становится идеально гладкой и зеркальной, но для нормальной работы БЦ необходимо нанести на нее специальные насечки. В условиях автосервиса хонинговка блока выполняется при помощи профессионального инструмента (хона) на токарном станке. Опытные мастера способны нанести насечки вручную, без применения инструментов.
Существует несколько технологий выполнения процедуры. Сейчас практически все производители применяют плосковершинный метод, при котором на насечках не остается острых краев. После выполнения расточки мастер должен создать такую же структуру, иначе двигатель не будет нормально работать. Правильно выполненные восстановительные мероприятия обеспечивают оптимальный зазор между компонентами блока. В результате будет снижен расход топлива и увеличен срок службы мотора.
Во многом цена хонинговки цилиндров зависит от методики ее выполнения. Мастера автосервиса проводят процедуру в два этапа. Изначально для формирования насечек используется крупный абразив, а затем – мелкий. Финишная обработка сглаживает дефекты и корректирует неровности.
Существует керамическое и алмазное нанесение насечек. В первом случае хонинговка блока цилиндров по цене выйдет дешевле, поскольку себестоимость оснастки значительно ниже. Керамический же метод более дорогой, но очень точный и качественный. Также производятся блоки с лазерной обработкой, которую выполнить самостоятельно, не имея специализированного оборудования, невозможно.
Важным этапом процесса является очистка БЦ. Сделать это можно при помощи сжатого воздуха либо смазочно-охлаждающей жидкости под давлением. Важно ликвидировать все микрочастицы и пыль, которые остались после процедуры. Остатки керамики либо металла, могут попасть в силовой агрегат и нанести непоправимый вред.
Не существует общепринятых сроков выполнения хонинговки гильз, поскольку данный критерий индивидуален для каждого авто. Степень износа БЦ зависит от множества факторов, в том числе манеры езды, качества топлива и масла, а также своевременности проведения ТО. Обычно ремонтные работы проводятся каждые 100 тысяч км пробега.
Специалисты автосервиса способны точно определить степень износа компонентов узла и сделать соответствующие выводы. Автомобилисты же могут ориентироваться на ряд признаков, свидетельствующих о наличии проблемы:
Повышенный расход бензина можно объяснить тем, что продукты сгорания проходят в картер мимо поршня. Неисправный двигатель нуждается в большем количестве топлива, нежели исправный.
Дым с выхлопной системы приобретает серый цвет из-за того, что поршневое кольцо не справляется со сбором масла с поверхности цилиндра. Вместе с топливом сгорает смазывающий материал, а выхлоп обретает характерный оттенок. Параллельной проблемой является увеличение расхода масла.
Из-за нарушения целостности цилиндра могут наблюдаться провалы на холостом ходу и снижение мощности мотора. Если между поршневыми кольцами и стенками цилиндра появляется зазор, через картер проникают газы. В этом случае снижение мощности можно объяснить падением компрессии в камере сгорания.
Зеркалом часто называют обработанную поверхность блоков цилиндра, поскольку она идеально глянцевая и гладкая. Хон является специальным устройством для нанесения сетки (насечек) на поверхность цилиндра. В заводских условиях отдельной процедуры хонингования без расточки не существует, поскольку обработка блоков выполняется сразу. Изначально мастера выполняют расточку на токарном станке, а затем наносят насечки.
В условиях капитального ремонта силового агрегата процедура нанесения сетки может производиться несколькими методиками. Сначала применяется абразивный инструмент для формирования крупных насечек, после чего корректируются все дефекты.
В работе цилиндропоршневой группы сетка выполняет важную функцию. На ней задерживается определенное количество масла, которое обеспечивает беспрепятственное движение поршня. Масляный состав от коленвала и шатунов разбрызгивается внутри БЦ, после чего попадает на поршни и кольца за счет возвратно-поступательных движений. Если эта сетка истирается, масло не задерживается в них из-за гладкости поверхности. Соответственно, двигатель подвергается преждевременному износу.
Цель хонингования – создать такую поверхность блоков, которая обеспечивала бы оптимальные условия для смазки компонентов двигателя. Также нанесение специальных насечек способствует плотному прилеганию цилиндра и поршня, благодаря чему достигается необходимая компрессия мотора и ликвидируется вероятность попадания газов в картер. Расточка и хонингование блока цилиндров по цене являются достаточно дорогими услугами, но это выгоднее покупки нового силового агрегата. Несвоевременно выполненные процедуры вскоре приведут к масляному голоданию системы, и она утратит работоспособность. Как только на поверхности цилиндра появятся дефекты, увеличится потребление масла.
Мастерами всего мира доказано, что идеально гладкое зеркало никак не способствует улучшению движения поршней. Если же на поверхности имеются специальные насечки, в которые попадает масло, создаются благоприятные условия для работы цилиндропоршневой группы. В результате снижается износ комплектующих и мотор работает стабильно.
Своим клиентам мы предлагаем лучшие условия сотрудничества и делаем все возможное, чтобы визит к нам был максимально комфортным. Наши специалисты способны выполнить хонингование цилиндров по цене ниже, чем у конкурентов. Соблюдаем все правила и нормативы процедуры, даем гарантию.
Став нашим клиентом, Вы ощутите следующие преимущества:
Сотрудничаем с физическими и юридическими лицами, предлагаем выгодные условия. Мы ориентированы на долгосрочные отношения со своими клиентами, поэтому ценим лояльность каждого.
Как выполняется хонинговка?
Хонинговка двигателя заключается в нанесение на стенки цилиндров специальных углублений глубиной менее 0,05 мм. В процессе важна не только глубина, но частота полосок, ведь от этого зависит конечный результат. Процедура выполняется после расточки и полирования блока.
Что обозначает хонингование?
Хонингование — это абразивная обработка цилиндров мотора, которая способна устранить дефекты поверхностей и сделать их оптимальными для нормальной работы цилиндропоршневой группы.
Что такое хонингование гильз?
Хонингованием гильз называют деликатную обработку поверхностей, в результате которой внутренний диаметр увеличивается на 0,1 – 0,8 мм. Выполняется такая процедура в том случае, когда износ рабочей поверхности цилиндра не превышает 0,6 – 0,8 мм на диаметр.
Каким образом мастера выполняют хонингование?
Стандартная методика предусматривает два этапа. Изначально выполняется черновая обработка с использованием крупного абразива, затем – финишная (более точная и аккуратная). При помощи мелкозернистого абразива мастера достигают желаемого результат.





